Haynes 188是一种钴基高温合金,以其在高温下优异的抗氧化性、抗热腐蚀性和良好的成型与焊接性能而著称,广泛应用于航空航天、工业燃气轮机等高温关键部件。其锻件制作,特别是自由锻,是获得所需形状和性能的重要工艺环节。
一、 Haynes 188执行标准
Haynes 188合金的生产与验收遵循一系列国际和行业标准,确保材料性能的一致性和可靠性。主要标准包括:
- 美国材料与试验协会标准:ASTM B435 - 规定了板材、带材和轧制棒材的化学成分、力学性能等要求。
- 航空航天材料规范:AMS 5772 (板材、带材和轧制棒材) 和 AMS 5773 (棒材、锻件和环形件)。这些是航空航天领域最常用的详细规范,对化学成分、力学性能、热处理制度及无损检测等有严格规定。
- 企业/用户特定规范:许多最终用户(如航空发动机制造商)会基于通用标准制定更严格的内部规范或采购技术协议。
核心性能要求:标准通常规定其在固溶处理状态下的室温及高温力学性能(如抗拉强度、屈服强度、延伸率),以及持久、蠕变性能。其优异的抗氧化性可长期用于高达1150°C的环境。
二、 Haynes 188自由锻件制作办法
自由锻是借助通用工具(如平砧、V型砧等)对加热后的金属坯料施加压力,使其产生塑性变形以获得所需几何形状和内部质量的锻造方法。对于Haynes 188这类高温合金,其锻造工艺需格外精细。
1. 原材料准备
- 使用符合上述标准(如AMS 5773)的铸锭或轧制棒材作为坯料。
- 坯料需进行表面清理(如车削或磨削),去除氧化皮、裂纹等缺陷,防止锻造时缺陷扩展。
2. 加热工艺
- 预热:由于合金导热性较差,需在约800°C进行缓慢预热,避免热应力导致开裂。
- 锻造加热:最终加热温度通常在1175°C至1230°C之间(具体根据工艺规程),需在可控气氛炉或电炉中加热,防止过度氧化。
- 保温:确保坯料心部达到锻造温度并均匀化,保温时间根据截面尺寸确定。
- 温度控制:必须使用高温测温仪严格监控,避免过烧(晶界熔化)或过低温度锻造导致开裂。
3. 锻造操作要点
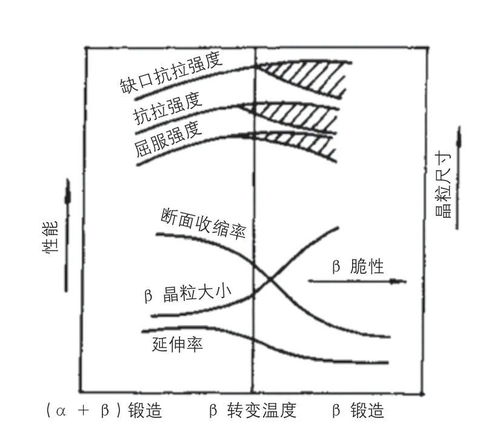
- 变形量控制:每次锤击或压力机行程的变形量(锻比)需合理规划。开始锻造时采用轻击以破碎铸态组织,后续可适当加大变形量,但需避免局部温升过高。终锻温度一般不低于1050°C,以确保足够的塑性并防止加工硬化过度。
- 变形方式:采用多次墩粗、拔长等操作结合,以充分破碎原始晶粒,细化组织,提高力学性能的均匀性。锻造过程中应注意坯料的方向性。
- 工具预热:锻锤砧子或压力机砧块应预热至150-300°C,防止坯料表面因接触冷工具而激冷产生裂纹。
4. 冷却与热处理
- 锻后冷却:锻造完成后,通常需要在空气中快速冷却(空冷)至室温,以避免有害相在慢冷过程中析出。
- 固溶处理:这是Haynes 188锻件的关键热处理工序。将锻件重新加热至1175°C - 1230°C,保温足够时间后快速冷却(通常为水淬或快速空冷),目的是溶解锻造过程中可能析出的碳化物等相,获得均匀的过饱和固溶体,为后续使用提供最佳的塑性、韧性和抗氧化基础。
5. 质量检验
- 尺寸与外观:检查锻件尺寸公差、形状及表面缺陷(如裂纹、折叠)。
- 无损检测:采用超声波探伤(UT)检测内部缺陷(如夹杂、未焊合),渗透检测(PT)检测表面开口缺陷。
- 力学性能测试:从锻件余料或特定位置取样,进行室温及高温拉伸、硬度等测试,确保符合标准要求。
- 金相组织:检查晶粒度、第二相分布等,评估锻造与热处理效果。
三、
制作Haynes 188自由锻件是一个系统工程,必须严格遵循材料标准和科学的锻造工艺规范。核心在于精确的加热温度控制、合理的锻造变形工艺以及正确的锻后热处理。通过严格的过程控制和检验,才能获得组织均匀、性能优异、满足高温恶劣工况使用要求的高质量自由锻件。