TC6钛合金作为一种重要的中高强度α+β型钛合金,因其良好的综合力学性能而被广泛应用于航空航天等领域。在锤上自由锻造过程中,有时会在锻件心部出现“清晰晶”或“完整晶粒”现象,即心部存在粗大、未被充分破碎的原始β晶粒。这不仅破坏了锻件的均匀性,更会显著降低其力学性能,尤其是疲劳性能和断裂韧性,是锻造过程中需要重点控制的缺陷。本文将深入探讨其形成原因,并提出相应的解决方法。
一、 心部清晰晶形成原因
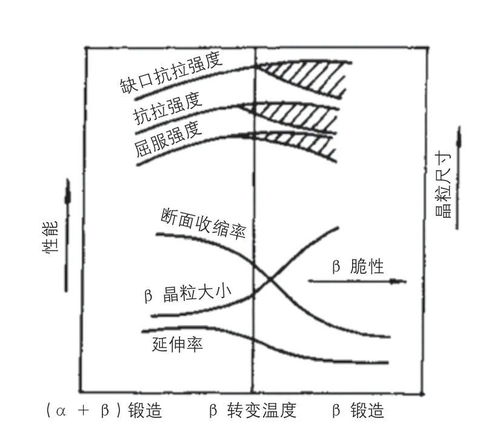
- 锻造温度不当: 这是最主要的原因。若锻造温度过高(接近或超过β相变点),材料处于β单相区,晶粒会迅速长大。由于锤上锻造变形速度快,表层金属因与模具接触降温快且变形剧烈,晶粒得到细化;而心部金属温度高、保温时间长,且变形程度可能不足,导致原始粗大β晶粒得以保留或继续长大,形成清晰晶。
- 变形量不足: 自由锻时,如果总变形量(特别是每一火次的变形量)不足,尤其是心部区域的变形未达到临界变形程度,不足以破碎原始的铸态组织或已长大的β晶粒。在后续热处理(尤其是β区热处理)时,这些未破碎的晶粒会通过“再结晶”或“晶粒长大”过程变得更清晰、更粗大。
- 变形不均匀: 锤上自由锻的变形通常不均匀,心部金属的应变往往小于表层。在高温下,心部低应变区域动态再结晶不充分,或仅发生动态回复,无法有效细化晶粒。而高应变区晶粒细小,二者对比使得心部粗晶更为明显。
- 原材料状态影响: 铸锭或原始坯料中若已存在粗大的β晶粒或严重的枝晶偏析,在后续锻造中若未通过足够变形予以充分破碎和均匀化,心部缺陷便会遗传下来。
- 冷却速度过慢: 锻后若冷却速度过慢(如锻后堆冷),心部高温停留时间长,为晶粒长大提供了条件,可能加剧清晰晶现象。
二、 解决方法与预防措施
- 严格控制锻造温度范围:
- 在(α+β)两相区锻造: 严格控制锻造加热温度在β相变点以下30-50℃的(α+β)两相区。两相区中α相的存在能钉扎晶界,有效抑制β晶粒长大。这是避免形成清晰晶最根本、最有效的工艺原则。
- 采用多火次锻造: 对于大截面锻件,必须采用多火次锻造。每一火次的加热温度都应严格控制在下限,且后续火次的温度应逐次降低10-20℃,以防晶粒长大。
- 准确测定β相变点: 对不同炉批次的材料,应实际测定其β相变点,作为制定工艺的依据。
- 保证足够的变形量与均匀变形:
- 增大每火次变形量: 确保每火次的变形量超过材料的临界变形量(通常建议在20%以上),以充分破碎原始晶粒,促进动态再结晶。
- 采用合适的锻造方法: 采用反复镦粗-拔长的变向锻造工艺。通过改变主变形方向,可以使心部金属获得更大、更均匀的变形,有效打碎晶粒和织构,使组织均匀化。例如,“十字锻造”法对改善心部组织尤为有效。
- 控制锤击力度与频率: 优化锻造操作,使变形能有效传递到心部,减少变形不均匀性。
- 优化原材料与预备工序:
- 选用组织均匀的坯料: 尽可能采用经充分开坯和预变形的轧制或锻造坯料,避免直接使用铸锭锻造重要件。
- 进行均匀化处理: 对铸锭或存在偏析的坯料,锻造前可进行高温均匀化扩散处理,减轻成分不均对后续再结晶行为的影响。
- 控制锻后冷却与热处理:
- 采用适当快冷: 锻后在保证不产生裂纹的前提下,对截面较大的锻件可采用空冷甚至风冷,加快心部冷却速度,抑制β晶粒长大。
- 避免在β相区进行固溶处理: 后续热处理应尽量避免在β相区进行高温固溶,如需β热处理,则前期锻造必须确保心部组织已充分细化。通常推荐在(α+β)两相区进行固溶时效处理。
- 加强过程检验与监控:
- 进行工艺试棒检验: 在锻造同批锻件时,可附带锻造工艺试棒,解剖后检查其高低倍组织,特别是心部组织,以验证工艺的有效性。
- 采用热电偶监控心部温度: 对于特别重要的大型锻件,可尝试用埋入式热电偶监控锻造过程中心部实际温度变化,为工艺优化提供数据支持。
结论
TC6钛合金锤上自由锻件心部清晰晶问题,本质是“热”(温度过高)与“力”(变形不足或不均)共同作用的结果。解决此问题的核心在于坚持在(α+β)两相区锻造,并配合以足够大且均匀的变形。通过系统性地控制锻造温度、变形工艺、原材料状态及后续冷却,能够有效破碎心部粗晶,获得均匀细小的双态组织,从而保证锻件具有优良且稳定的力学性能,满足高端装备的严苛使用要求。